
前々回の投稿でとりあえずモデリングして、通常レジンでテスト出力までは書かせてもらったが、改めてキャスタブルレジンでの出力の覚書ということで記していきたい。 過去に何回かやっていたが、キャスタブルレジンの照射時間は通常のレジンの10倍は必要で、これまた手探り状態。 今回も使用したのはSKキャスタブルレジン(黄色)。パラメーターは以下の通り。

モウちょっと詰めていきたいけど、一旦安全牌ということで、初期露光120秒、露光時間75秒。他の項目についてはSKさん公式のデータを参照した。通常のウォッシャブルレジンだと2時間ちょいで出るのが、この設定にしたら13時間ちょい。 でもうまくしっかりと出てた。

丸一日外部で撮影仕事、帰ってきたら出来上がってて、そこから洗浄、二次硬化作業。 あとはサポートを除去するだけ。 このあと石膏埋没から焼成、キャストまで一気にいきたいところだけども連日の業務で中断。 また後日に。

その後、サポートを剥がし、サポート後を研磨。埋没前の準備完了。できるだけ滑らかな表面に。 積層痕や、特にサポートを取り去った部分は凹みになっていることが多い。キャスト後金属になったら磨けばいいやなんて考えはとんでもない。今回もピューターでキャスト予定なんだけども、シルバーとかになるととんでもない労力になること間違いなし。 WANHAOからELEGOOになって思うのは、デフォ設定でもめちゃくちゃ積層痕もなくきれいなこと。

それから... キャスト用のゴム蓋に出力したリングの湯道の軸部分を差し込む。湯道も一緒に作れるところがCG&キャスタブルレジンの強み。 いろんな種類がある中から自分はこのサイズ。もういい味になるくらい焼き付け状態に。

ゴム蓋に鋳造リングを差し込む。リングなどにはちょうどいいサイズだけども、1個が限界で業者さんみたいにツリー状に何個も作れないサイズ。それは後述の焼成炉のサイズが関係する。
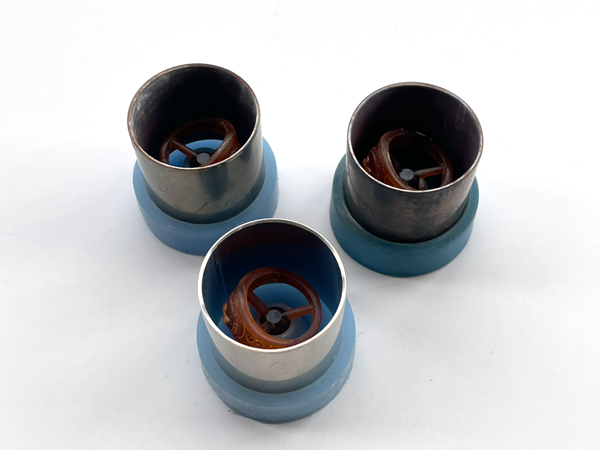
いまのところ3つ持ってるので3つとも同じように。この準備ができたら埋没作業に進む。

作業中の写真撮り忘れ...。埋没材はKerrスーパーベスト埋没材。 100gに対し40gの水で攪拌。ダマがなくなりクリーム状になるまで攪拌。イメージで言うとホットケーキミックスくらいの粘度。 この鋳造リングサイズだと100gでちょうど2個分できる。なので一個は次回に置いておこう。 そこから乾燥に入るけど、室内で丸一日おけばいいかなって感じで放置プレイ。 重要な点が一つ。攪拌を十分にしても空気を含んでいて気泡ができていることがあるので、底面を地面にトントンと何回も叩きつけ脱泡作業をしなければいけない。 では、乾燥中、しばらくお待ちを。

約1日乾燥。冬なので念入りに。なんせ、水分を含んでいると破裂する可能性がある。 ゴムキャップを外すといい感じに湯道の端だけでている。

日陶の小型電気炉をひさびさに引っ張り出す。そう、小型ゆえに炉の部分が小さく、それゆえにこの焼成リングが精一杯のサイズなのだ。 炉の中に湯道を下にして入れる。今までの経験で工程として200℃で一旦40分ほど。それから一気に700℃に設定する。700℃に近づくと煙が... これ毎回なんだけど、ちょっとビビっていつも650℃くらいに下げ、煙が収まると700℃に戻す。あってるのかな...と毎回思うがそれで成功してるので結果よしとする。 色々調べたがキャスタブルレジンはワックスと違い解けて燃え尽きるのではなく、蒸発するらしい。なので煙に不安があるのだ。 700℃で焼く2時間で終了させる。

本来、銀などをキャストする場合は焼きあがってすぐ遠心鋳造に持ってくみたいだけど、融点の低いピューターなので冷めても大丈夫。 逆に冷めた方がいいと思う。取り出して自然冷却に。いい感じに抜けきっている、と思う。

遠心鋳造機でブルンと回す。その様子割愛...。 で、埋没材を水で崩して、湯道をちょん切る。結構荒れてるなあ... ここからルーターで磨きまくりの工程。やっぱり、小さな文字はつぶれ気味。 しかし読めないことはないな。 埋没材の水の割合をもうちょっと増やしたら滑らかになるのか?そうでもないのか?残りの一個まだ埋没していないのでためしてみよう。
